Kapazitätsplanung in der Produktion

Die Effizienz des Fertigungsprozesses hängt in wesentlichem Maße von einer guten Planung der Kapazitäten ab. Bei der maximalen Auslastung der Fertigungsressourcen hilft Ihnen eine moderne Kapazitätsplanung im Informationssystem ABRA Gen.
Was ist die Kapazitätsplanung?
Es handelt sich um ein System zur Planung von Fertigungstätigkeiten in einem Kapazitätsraster, so dass diese Tätigkeiten realisierbar sind. Die Fertigungsressourcen werden in ABRA Gen als Kapazitätseinheiten bezeichnet. In der Realität handelt es sich um Maschinen, Fertigungsstraßen, Mitarbeiterteams usw. Sie sind in Arbeitsplätze unterteilt, denen Schichten zugeteilt werden; das System behält immer den Überblick über ihre Verfügbarkeit in der Fertigung.
Was ist ein Kapazitätsraster?
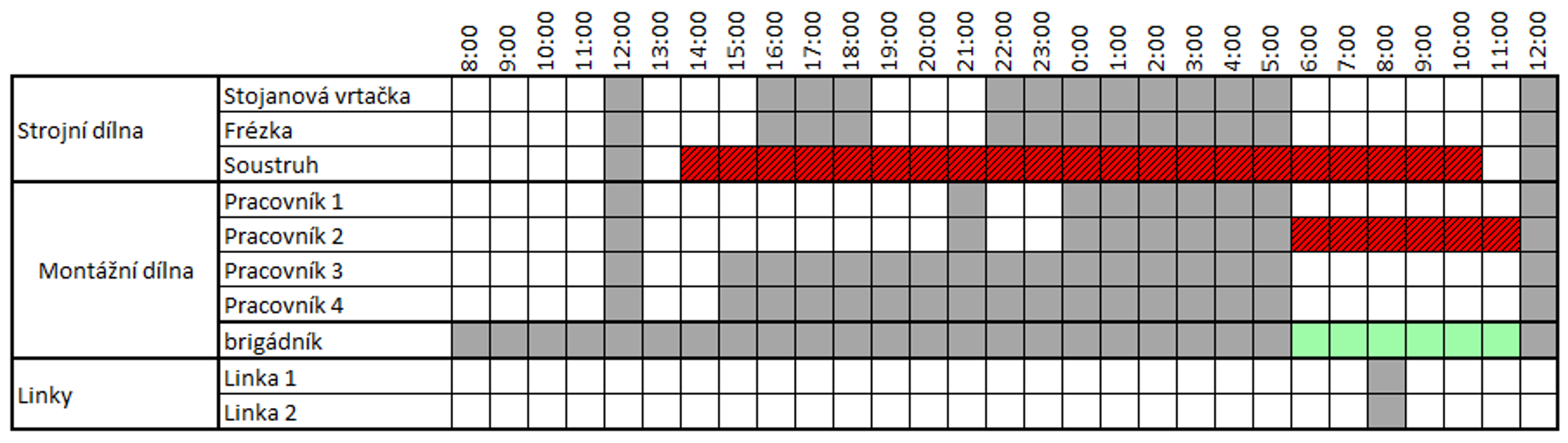
Zur Planung wird ein sog. Kapazitätsraster eingesetzt, das man sich als Wochenkalender oder Kästchenpapier vorstellen kann, wo die Verfügbarkeit der einzelnen Herstellungsquellen im Zeitverlauf ausgedrückt wird. Für das Kapazitätsraster können zum einen feste Regeln definiert werden, zum anderen verschiedene Ausnahmen, z. B. eine vorübergehende Abschaltung von Maschinen oder die Erhöhung von Kapazitäten durch Saisonmitarbeiter.
Aufzeichnung der Fertigungstätigkeit
Zuerst müssen die technologischen Verfahren der Produktionsaufträge definiert werden, in denen aufgeführt wird, was wo und wie lange getan werden muss. Anschließend beginnt das System anhand dieser Aufträge, das Kapazitätsraster so zu befüllen, dass die Fertigung realisiert werden kann. Das System rechnet dabei noch mit weiteren definierten Regeln und Tatsachen. Für jede Tätigkeit müssen zur Realisierung bestimmte Bedingungen erfüllt werden, z. B. wenn die Vorgänge zeitlich in einer bestimmten Reihenfolge aufeinanderfolgen müssen. Das System kann aufeinanderfolgende Vorgänge erkennen und entsprechend der Zusammenhänge alles so planen, dass die Vorgänge in der richtigen Reihenfolge bleiben.
Beispiel: Wenn man Gulasch kocht, kann man die Reihenfolge der technologischen Verfahren nicht austauschen und zuerst die Zwiebel in die Pfanne werfen und erst anschließend in Würfel schneiden.
Kompetenzen der Kapazitätseinheiten
Den Kapazitätseinheiten können Kompetenzen zugewiesen werden, d. h. was sie können bzw. in welchem Umfang sie das können. Bei der Planung bestimmt das System im Rahmen des Arbeitsplatzes selbst, welche Kapazitätseinheiten es unter Berücksichtigung ihrer konkreten Kompetenzen nutzt.
Beispiel: In der Produktionshalle gibt es drei Standbohrmaschinen. Eine kann Löcher mit einem Durchmesser von 0-20 mm, die zweite 0-30 mm und die dritte bis 50 mm bohren. Für den Bohrvorgang können dann Ansprüche an die Maschinenkompetenzen festgestellt werden, z. B. wenn eine Bohrung von 25 mm notwendig ist.
Planung nach Materialverfügbarkeit
Jeder Vorgang hängt von der Materiallieferung ab. ABRA Gen kann bei der Planung der Operationen eine Liste der Lagerkarten feststellen, die für die jeweilige Tätigkeit notwendig sind. Plangemäß stellt es mithilfe der SCM-Entwicklung eine Zeitachse der Verfügbarkeit für alle Materialien zusammen. Diese beginnt in der Regel mit dem Lagerbestand, außerdem sind darin Bestellungen und ihre geschätzten Lieferzeiten enthalten. Die Materialzeitachse zeigt, wann die gewünschte Menge verfügbar sein wird. Anhand dieser Daten plant das System dann die Fertigung.

Eigenschaften der Vorgänge für einen optimalen Plan
Für die Vorgänge der technologischen Verfahren können mehrere Eigenschaften festgelegt werden, die dem Plan sagen, wie die Vorgänge geplant werden sollen. Dabei kann es sich um zum Bespiel um eine Kooperationskennzahl handeln, mit der eine Tätigkeit auf mehrere Kapazitätseinheiten aufgeteilt werden kann. Oder eine Genehmigung, eine Tätigkeit durch eine andere Tätigkeit zu unterbrechen, und wie lang der kleinste ununterbrochene Abschnitt – also die kleinste zusammenhängende freie Kapazität – ist.
Planungsverfahren
Wir unterscheiden zwei grundlegende Planungsverfahren:
- Vorwärtsterminierung Das System sucht den nächstmöglichen Termin mit freien Kapazitäten für den ersten Vorgang, anschließend für die weiteren Vorgänge bis zum Abschluss der Fertigungstätigkeit.
- Rückwärtsterminierung Zuerst wird der Termin zum Abschluss der Fertigungstätigkeit festgelegt, anschließend wird der Fertigungsbeginn so festgelegt, dass der Termin erfüllt wird.
Planung für begrenzte und unbegrenzte Kapazitäten
Das Planungsverfahren für begrenzte Kapazitäten legt fest, dass eine Kapazitätseinheit (ein Kästchen im Kapazitätsraster) nur für eine Fertigungstätigkeit genutzt werden kann. Im Gegensatz dazu ermöglicht die Planung für unbegrenzte Kapazitäten die wiederholte Nutzung von bereits einmal genutzten Kapazitäten. Das kann praktisch sein, wenn ein sehr wichtiger Auftrag eingeplant werden muss und eine Kapazitätsüberlastung durch manuelle Verlegung der Vorgänge oder durch Erhöhung der Kapazitäten gelöst wird.
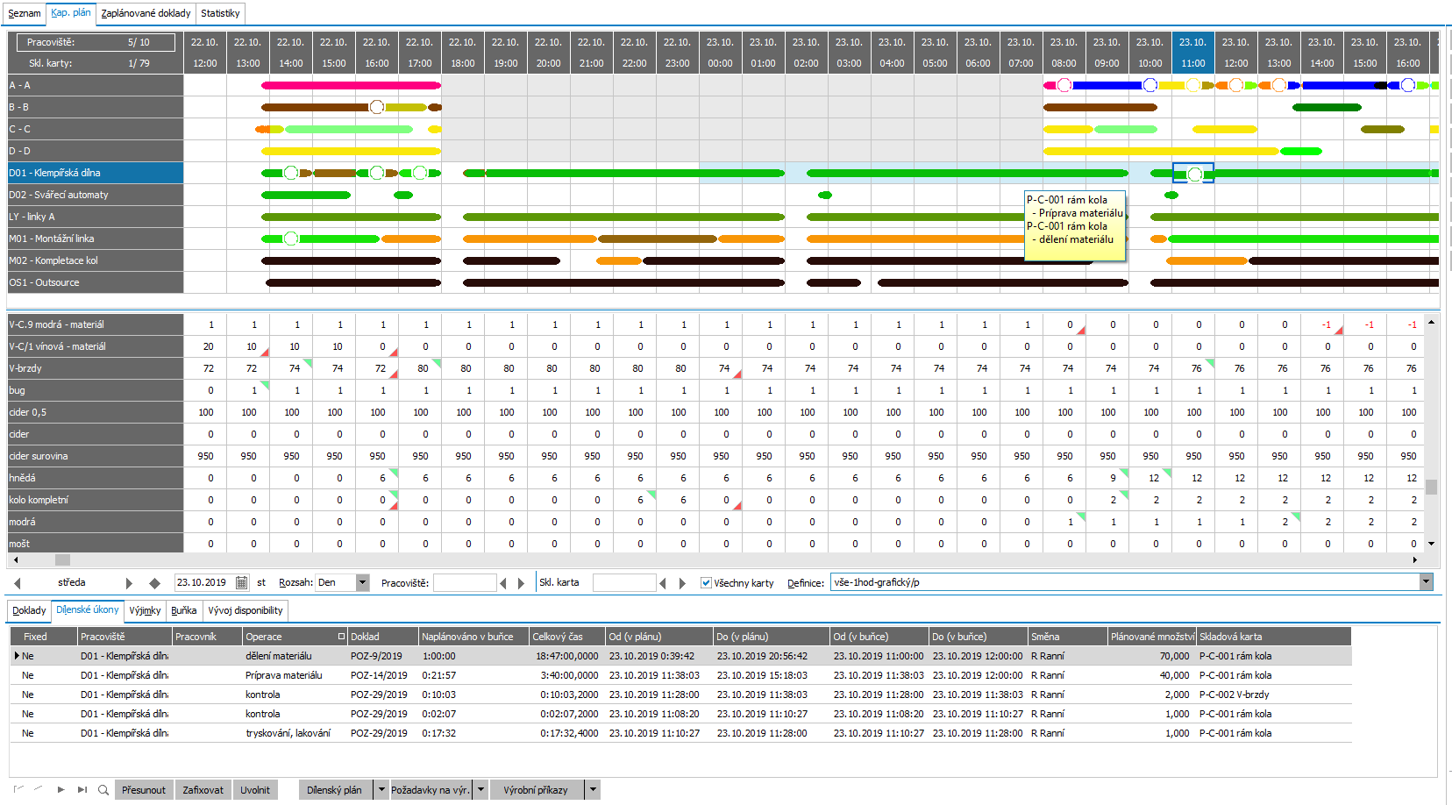
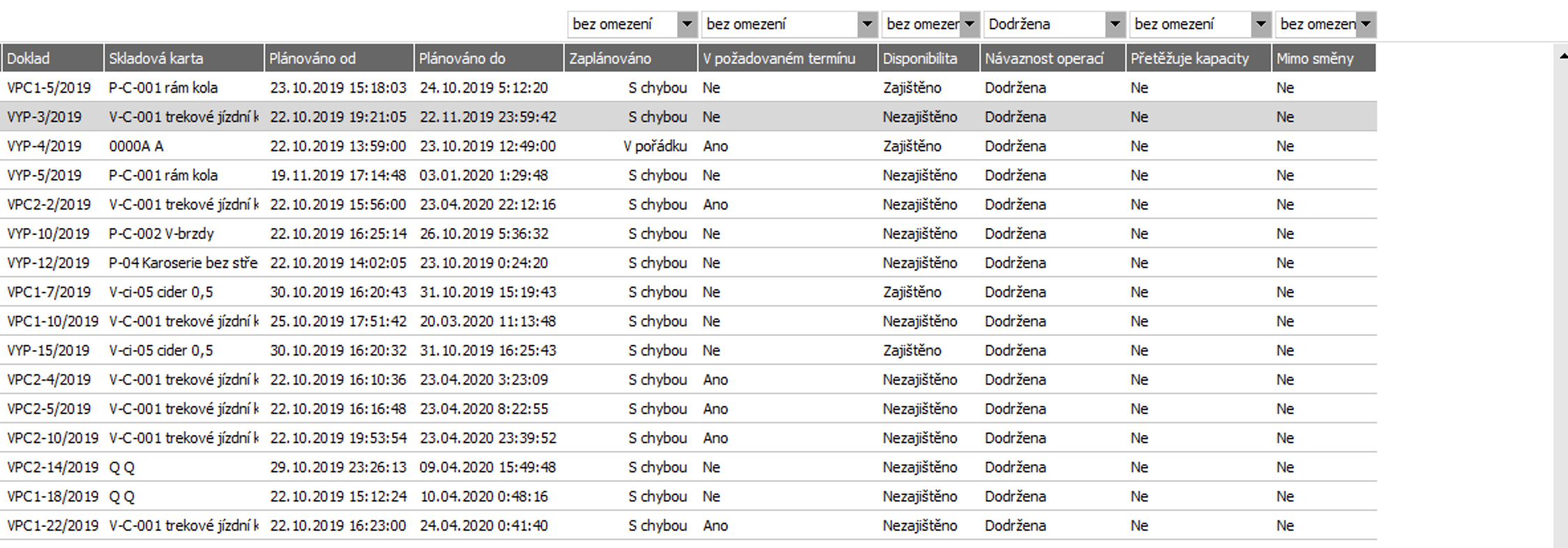
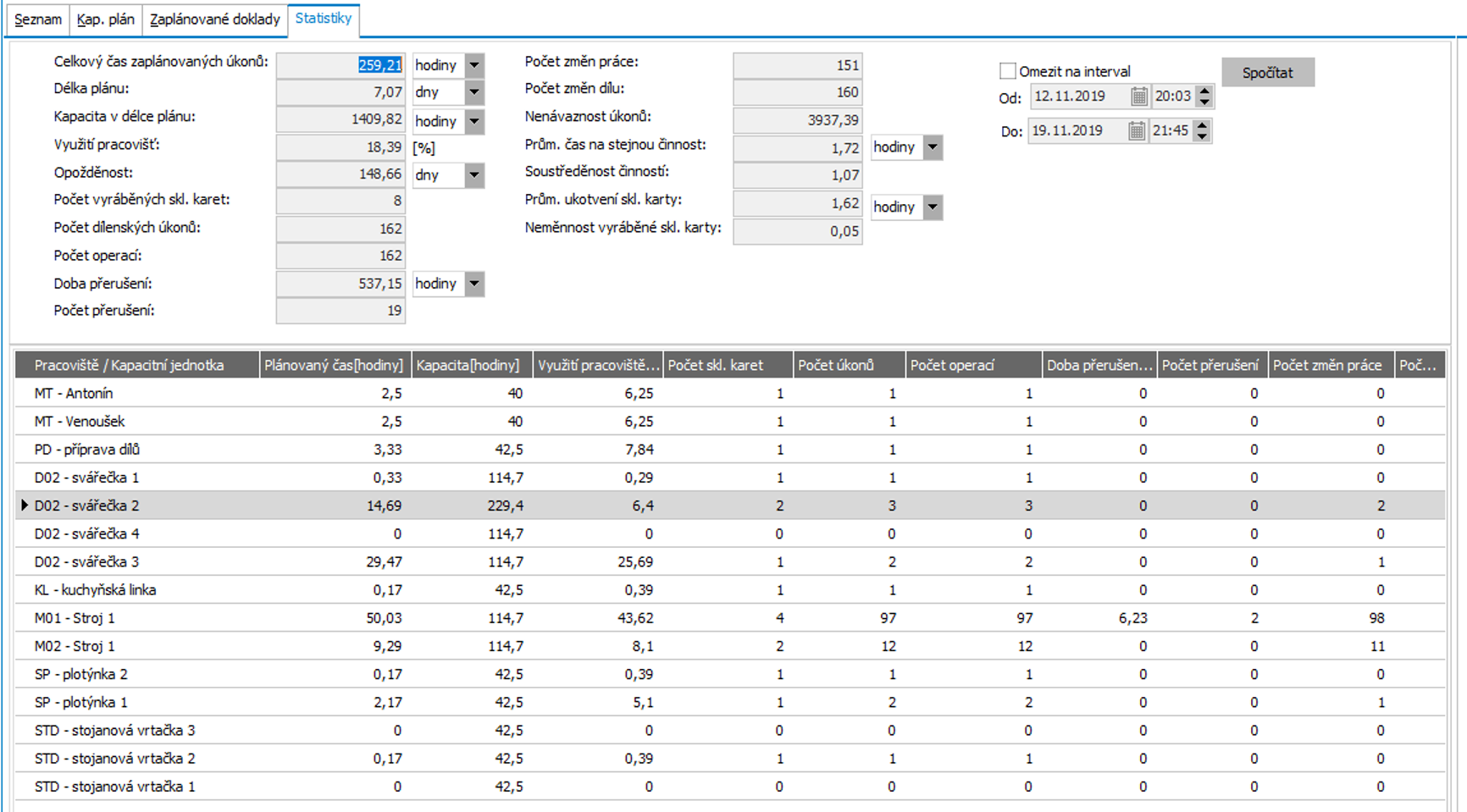
Planergebnisse
- Grafische Plandarstellung – ausgefülltes Kapazitätsraster.